Polyethylene terephthalate (PET) is a high molecular polymer. The molecular weight is the uniform number of molecules in the PET molecular chain. The longer the number of molecular chain connections, the better the physical properties of PET. PET is a crystalline resin with a specific gravity of about 1.4, a melting point of 245°C, and a molding temperature of about 290 to 315°C.
With the advantage of excellent gas barrier properties, pressure resistance and creep resistance, impact resistance, transparency and surface gloss, odorless and retains fragrance, safety in terms of food hygiene, beautiful and easy to form, and has been widely used in food containers.

PET raw material drying
PET is a hygroscopic material. If the moisture content is too high, it will be hydrolyzed under high temperature processing, causing the PET molecular chain to be broken and thermally decomposed to produce acetaldehyde, reducing the physical and mechanical properties. and accelerating the crystallization rate. It affects the quality of the product. Before injection, the PET moisture content need below 0.05% to produce transparent preform.
Preform mold
Hopper dryer uses the high temperature air after dehumidification to circulate the PET in the hopper. For dry air, its dew point temperature must be between -29°C and -40°C. The temperature of the dryer set between 177°C and 182°C and drying for approximately four hours.
Injection stretch blow molding
1. Basic principles
The plastic bottle preform is produced by injection molding, which is to inject the melt into the mold cavity, and rapidly cool to make a transparent preform; the second step is to heat the preform. Raising above the glass transition temperature, then stretch], blow and cool to plastic bottle preform.
2. Processing Method
It has one stage and two stages. One-stage injection and blowing are done in the same machine. The two-stage type is consists by injection molding machine and PET bottle blowing machine. First, injection molding machine produces plastic bottle preform, then put the plastic bottle preform blown in PET blowing machine.
Plastic bottle preform injection process conditions
Except injection molding machine, it also includes: hot runner PET preform mold, hopper dryer, water chiller, robot hand, autoloader etc. Injection machine main technical parameter are: (1) screw speed; (2) injection pressure; (3) injection speed; (4) barrel temperature; (5) nozzle temperature; (6) pressure holding; ( 7) Pull out and retreat; (8) Switch mold speed; (9) Cooling time; (10) Cycle time. Each parameter is related to the quality of plastic bottle preform.
Screw Design
Screw design plays an important role for plastic bottle preform injection molding process. PET injection machine must have its own special screw. Poor quality is easy to cause problems. PET is a heat-sensitive material, molecular chain breaking easily at high temperature. If the shear heat generated by screw compression is too large, thermal cracking of PET may occur. Therefore, the PET injection screw must be designed with low shear and can melt and crystallize PET ester pellets as the goal. Too high compression ratio or too short compression length will cause large shear; while too low compression ratio screw produces insufficient shear heat, which may not completely melt the ester pellets, making the preform crystals white and atomized, and cannot be used. Completely eliminate the air in the material tube, which is easy to cause bubbles in the preform
Processing of plastics
he drying temperature is 150°C for more than 4 hours, generally 170°C for 3-4 hours. the proportion of recycled materials should not exceed 25%.
Injection molding machine Selecting
Using PET Injection Molding Machine. The weight cannot be higher than 80% of the injection weight volume of the machine.
Design of PET preform mold and gate
It is best to have a thermal insulation board between the preform mold and the template of the injection molding machine. It thickness is about 12mm, and the thermal insulation board must be able to withstand high pressure. The exhaust must be sufficient to avoid local overheating or fragmentation, but the depth of the exhaust port should generally not exceed 0.03mm, otherwise it is easy to produce flash.
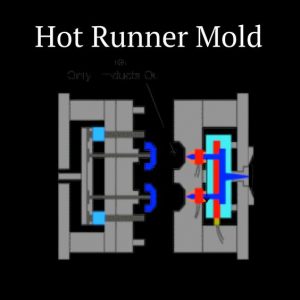
PET Preform Mould
temperature setting 270-295℃, the enhanced GF-PET can be set to 290-315℃, etc.
Injection speed
Speed is usually within 4 seconds to prevent premature solidification during injection.
Contact with winiber to get a complete line of PET Preform Production and PET bottle blowing machine!

 Wini
Wini
Itís hard to find experienced people about this topic, but you seem like you know what youíre talking about! Thanks
Thank u